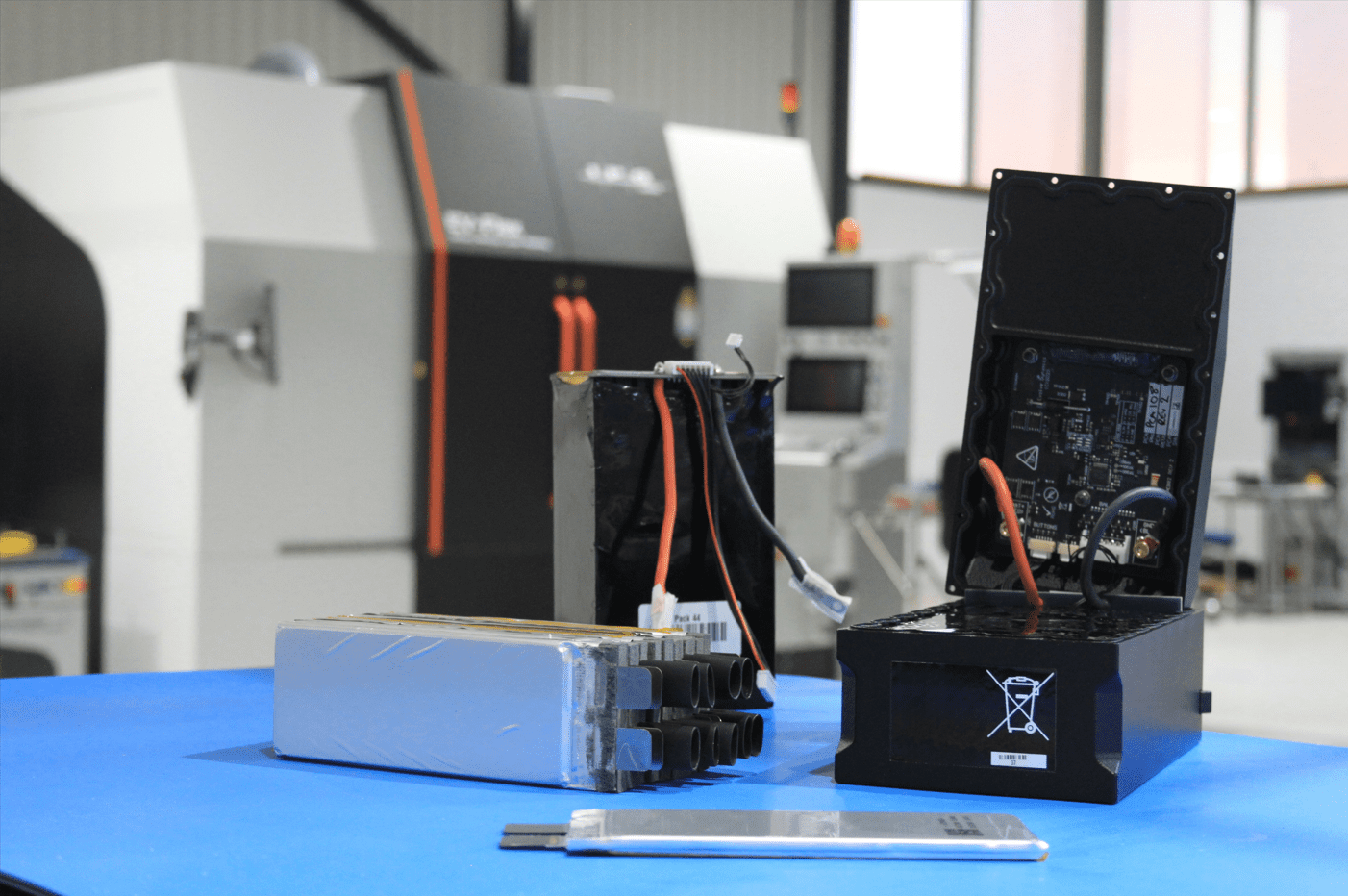
To support the customer’s transition, we worked closely with them to refine and industrialise their battery pack designs. Rather than simply manufacturing to their design specification, our engineering team collaborated directly with the customer’s to review the designs from a production, testing and safety perspective, helping ensure the packs could be manufactured consistently and reliably at higher volumes.
The senior project manager said:
“From our first introductions with Alexander Battery Technologies, we could tell the team knew what they were talking about. For example, we were talking directly with engineers from the outset, and they didn’t just take out design choices at face value. They wanted to make sure that what we had specified was used correctly, efficiently and safely as we moved forward.”
Not only did we assist with the design qualification, we also provided guidance around battery certification and compliance, particularly for the UN38.3 transport safety standard required for lithium-ion batteries. Including support with mechanical shock and vibration considerations, helping the customer to have improved confidence before submitting the packs for formal testing.
Alongside design and compliance support, our team introduced improved production controls, traceability and scalable testing processes to help prepare the battery systems for industrial-level manufacturing.
Mark Rutherford, CEO at Alexander Battery Technologies (ABT) said:
“The customer came to us with a clear understanding of what its aircraft needed from the battery packs. The next stage was about looking at those designs from a manufacturing, testing and certification point of view.
“That is where a specialist battery manufacturer can add value. We focus on working with OEMs to test the assumptions in their design, identifying what needs to change before production and making sure the final pack can be built and tested consistently.”